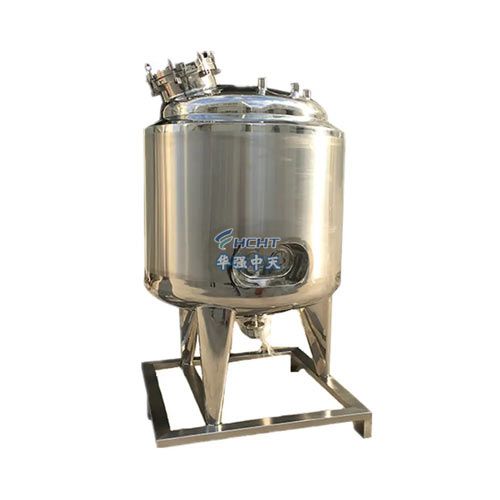
配料罐又名拌料缸、混料缸,有节能、耐腐蚀、生产能力强、清洗方便、结构简单等优点,主要用于乳品和食糖及其它元素和各种药物再配合后进行搅拌均匀作用,是乳品、饮料、制药厂不可缺少的设备。采用材质为SUS304或316不锈钢. 本系列配液罐严格遵循《药品生产质量管理规范》GMP总则(1998年修订版)第三十一、三十二条要求,根据GB150-98《钢制压力容器》,JB/T4735-97《钢制焊接常压容器》要求进行设计,制造验收。
1、容积:50L、100L、200L、300L、500L、600L、1000L~5000L。
2、加热方式:采用电热棒插入夹套内,加热均匀无冷区。夹套内注入导热油或水为加热介质,产生热能对罐内物料进行加热。
3、物料加热温度:≤350℃;物料加热时间:20min~90min(视工艺需要)。
4、配料罐温度控制:采用电热偶测量温度与温控仪连接进行测控温度(温差±≤1°C),并可调节物料温度的高低。温控仪安装在电控箱内,温度传输杆直插至罐内底部,使料液用到最低位置也能指示出温度。
5、罐体:内表面镜面抛光处理,粗糙度Ra≤0.4μm。
6、上盖:为两扇可开式活动盖,便于清洗,内外表面镜面抛光处理(粗糙度Ra≤0.4μm)。
7、内罐底结构:经旋压加工成R角,与内罐体焊接、抛光后无死角,并向出料口方向呈5°倾斜,便于放净物料无滞留。
8、夹套形式:全夹套,用于加入导热油或水,使工作时达到最佳升温和降温的目的。
9、保温材料:采用填充珍珠棉、岩棉或聚氨酯浇注发泡,保持与外界的温差,达到隔热保温效果。
10、外壳体表面处理方式:镜面抛光或2B原色亚光或2B磨砂面亚光处理。
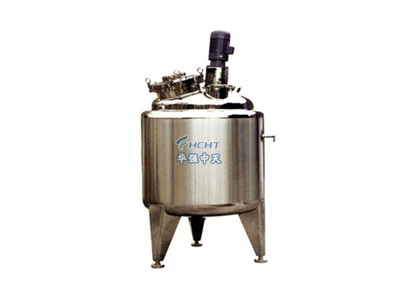
11、搅拌装置:顶部中心搅拌,减速机输出轴与搅拌桨轴采用活套连接,方便拆装与清洗。
12、搅拌转速:15~120r/min(定速);搅拌桨形式:框式、锚式、桨叶式、涡轮式等(按工艺要求)。
13、设备配置:电气控制箱、温度仪、料液进出口、介质进出口(进、排油)、放空口(溢油孔)等。
14、材质:内罐体SUS304或SUS316L;夹套为Q235-B或SUS304;外保护壳体为SUS304。
15、配料罐各进出管口工艺开孔与内罐体焊接处均采用翻边工艺圆弧过渡,光滑易清洗无死角,外表美观。
上一篇:卫生级配料罐的清洗与维护
下一篇:饮料生产线设备的使用保养