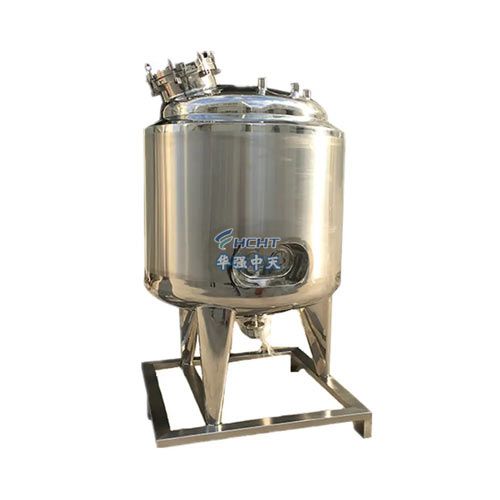
加热搅拌罐具有可加热自动控温、保温、搅拌功能;传热快、适应温差大、清洗方便等优点。广泛应用于食(乳)品、制药、日化、饮料、油脂、化工、颜料等行业做为加热、混合调配或杀菌处理。以下是搅拌罐厂家整理的加热搅拌罐技术性能:
一、材质:内罐体SUS304或SUS316L;夹套为Q235-B或SUS304;外保护壳体为SUS304。
二、各进出管口工艺开孔与内罐体焊接处均采用翻边工艺圆弧过渡,光滑易清洗无死角,外表美观。
三、容积:50L、100L、200L、300L、500L、600L、1000L~5000L。
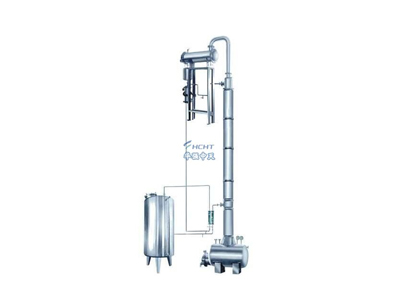
四、加热方式:采用电热棒插入夹套内,加热均匀无冷区。夹套内注入导热油或水为加热介质,产生热能对罐内物料进行加热。
五、夹套形式:全夹套,用于加入导热油或水,使工作时达到最佳升温和降温的目的。
六、保温材料:采用填充珍珠棉、岩棉或聚氨酯浇注发泡,保持与外界的温差,达到隔热保温效果。
七、外壳体表面处理方式:镜面抛光或2B原色亚光或2B磨砂面亚光处理。
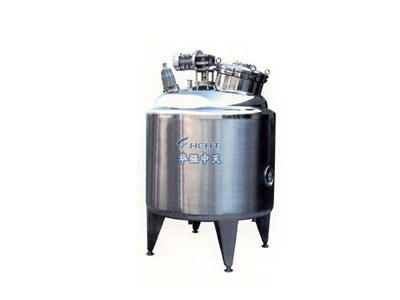
八、搅拌装置:顶部中心搅拌,减速机输出轴与搅拌桨轴采用活套连接,方便拆装与清洗。
九、物料加热温度:≤100℃;物料加热时间:30min~90min(视工艺需要)。
十、温度控制:采用电热偶测量温度与温控仪连接进行测控温度,并可调节物料温度的高低。
十一、罐体:内表面镜面抛光处理,粗糙度Ra≤0.4µm。
十二、上盖:为两扇可开式活动盖,便于清洗,内外表面镜面抛光处理(粗糙度Ra≤0.4µm)。
十三、内罐底结构:经旋压加工成R角,与内罐体焊接、抛光后无死角,放净物料无滞留。
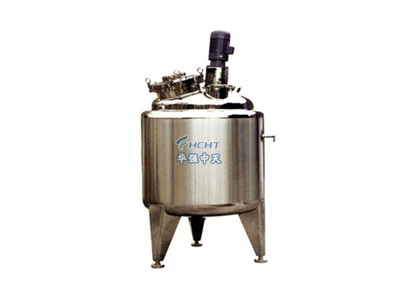
十四、搅拌转速:15~120r/min(定速);搅拌桨形式:框式、锚式、桨叶式、涡轮式等(按工艺要求)。
十五、支脚形式:圆管式或悬挂支耳式。
十六、设备配置:电气控制箱、温控仪、料液进出口、介质进出口(进、排油)、放空口(溢油孔)等。
上一篇:乳酸菌饮料生产线工艺流程
下一篇:果汁饮料的需求也刺激着果汁饮料生产线不断增加